



Stopping Repeat Wind-Farm Generator Failures
EP Editorial Staff | September 18, 2013

A cross-disciplinary team used probability and “R” correlations in its hunt for the actual problem and effective solutions.
By Randall Noon, P.E.
A Midwest wind farm operates 36 wind turbine generators, each rated for a maximum output of 1.65 megawatts. Ensuring that these units are available as needed is a major goal around this site. Alas, 21 generator failures over a seven-year period was no way to achieve that goal. The problem was the generator windings: They were shorting (as shown in Fig. 1). Since each generator was expected to last 20 to 25 years between re-winds, these failures significantly increased operating costs. To put an end to this ongoing problem, a cross-disciplinary team was assembled. This article details the team’s activities and success.
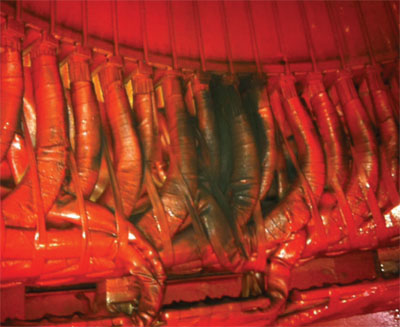
Fig. 1. This typically damaged wind-turbine generator shows a stator-winding short.
Lubricant and bearings
To be clear, some investigative work had been done on the problem prior to assembling the cross-disciplinary team. Those investigations had noted that the generator bearing lubricant appeared burned or damaged, as shown in Fig. 2.

Fig. 2. Burned or damaged lubricant flows from a generator outboard bearing.
Due to concerns that the lubricant might have played a role in the failures, the type was changed and automatic lubricators were installed. Those changes had no effect in reducing failures. Further, samples of lubricant from a failed generator were sent to a testing laboratory for analysis. The laboratory found no evidence that the lubricant had failed or was inappropriate.
Fig. 3. Offset wear path on the inner race.
The roller bearings from several failed generators were disassembled and examined. The following was noted to be typical in all of them:
- There was an off-center wear path accentuated by heat damage in the inner race, due to thrust loads (Fig. 3).
- A corresponding offset wear pattern with heat damage also occurred in the outer race. The damage to the inner and outer races indicated a significant axial load had been applied to the rotor.
The generator was equipped with single-race ball bearings at both the inboard and outboard ends of the rotor. A review of the vendor manual indicated that neither bearing had significant anti-thrust features.
According to the manual, the OEM bearings have an L10 life of 9733 million revolutions or 135,180 operating hours. This equates to 15.6 years of continuous service. Since the wind turbine doesn’t operate continuously, the bearings should last as long as the generator. The observed damage, however, indicated that bearing failure was imminent.
Characterizing the failure
When statistics concerning the failure were collected and categorized, two important clues popped out of the data. First, three different generator re-wind companies were involved: the OEM that supplied the generator, and two refurbishment companies that re-wound the generators. When the failed units were statistically correlated to the company that last performed the re-wind work, there was no connection.
While an error in re-winding might be made by one company, the chances of three reputable suppliers all making the same mistake were improbable. Moreover, this improbability was compounded by the fact that the failed generators had been re-wound by at least two of the three different companies, and all units had been successfully shop-tested after refurbishment.
Secondly, generators were originally installed in a particular tower. When a unit failed, it was replaced from inventory. The failed generator was then repaired and put back in inventory. If another generator failed, the one in inventory replaced the one that failed. Consequently, generators moved from tower to tower. When statistical correlations were made between failed generators and towers, however, it was found that there was a correlation of failures to towers, but there was no correlation to any particular generator.
For example, 21 generator failures had occurred in 13 of the 36 towers—and two towers had four failures each, for a total of eight failures. Thus, 38% of the failures had occurred in just two towers. Two more towers had two failures each, for a total of four failures. This was 19% of the failures.
Taken together, four towers were responsible for 57% of the failures. That is, just 11% of the population of towers correlated to 57% of the generator failures. This implicated that the cause was in the towers, not the generators.
To eliminate the possibility that the failure was due to factors external to the wind farm, various checks of grid interface quality were done. No existing problems were found, such as harmonic distortions, spikes, grounding transients, etc. A check of historical grid records also found no suspect problems. Other correlation checks were made to see if the failures were related to the seasons, storms, calendar months, time in service, generator temperature, lightning strikes, etc. None were found.
To verify or deny that the problems might be due to systemic design problems, the failure rate was compared to other installations with similar equipment configurations. The results of that survey are shown in Table I. They point to the fact that this particular wind farm was a significant outlier compared to the others.

Table I. Survey of Similar Wind Farm Facilities
Failure hypothesis
At this point, it was hypothesized that the dielectric breakdown in the stator winding was caused by an electrical surge or series of surges. Because no such surge had come into the system from the grid, the surge originated within the generator control system itself. Notably, the electrical control system for each generator was housed in the tower and stayed with the tower.
When failures occurred, several control systems were observed to have burnt wiring associated with blown fuses. Anecdotal information from maintenance personnel indicated that in some cases, the contactor switches had failed. When failed contactors were found, they were replaced as needed, but no specific records were kept.
Field inspections of existing equipment by the team found numerous individual generator-control systems with damaged capacitors in their capacitor banks. (Switched in and out of each generator’s control system by the contactor switch, capacitor banks control the generator’s power factor as wind speeds change.) There were five capacitor banks for each generator. Sufficient capacitance is provided so that the power factor of each generator is at least 95%.
Of the 33 turbine generator capacitor banks checked, 52 of 165 individual banks—or 32%—had been damaged by high voltage, as evidenced by swelling at the cap end. The damaged capacitor banks were then correlated to generator failures, and the following was found (with “R” being the standard Pearson correlation factor):
- Correlation of failed generators to damage in capacitor bank 1: R = -0.2
- Correlation of failed generators to damage in capacitor bank 2: R = -0.34
- Correlation of failed generators to damage in capacitor bank 3: R = -0.42
- Correlation of failed generators to damage in capacitor bank 4: R = +0.07
- Correlation of failed generators to damage in capacitor bank 5: R = -0.33
The investigators used Table II to assess the significance of the “R” correlation factor. As this table shows, the correction between failure and capacitor banks 2, 3 and 4 was “medium.” The correlation between failure and capacitor bank 1 was “small,” and the correlation between failure and capacitor bank 4 was “none.”
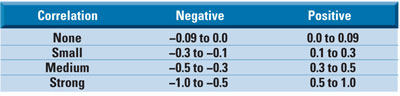
Table II. Significance of ‘R’ Factors
Since none of the correlations was in the “strong” category, capacitor bank damage was not the specific cause. However, the “medium” correlation of the 2, 3 and 4 banks to generator failures indicated that capacitor-bank damage was either a consequence of the cause—or a contributor to it.
The bleed-off resistors for the capacitor banks in several control systems were examined. Bleed-off resistors discharge the capacitors when the contactor switch disconnects one bank and connects to another. In this particular design, once a capacitor bank has been disconnected, it has two minutes or less to fully discharge. The design of the system is such that the switching time between banks is not less than two minutes. Thus, the time constant developed in the bleed-off resistors and capacitor bank combination must be several times less than two minutes.
The function of a transient suppression resistor is to reduce the magnitude of electrical surges that occur as a result of switching between capacitor banks. Failure of a transient suppression resistor allows voltage transients to enter the generator’s electrical control system without being reduced to tolerable levels. Each contactor switch has transient suppression resistors.
In discussions with maintenance personnel, it was learned that when fuses were found damaged, the fuses were replaced but neither the transient suppression resistors nor the bleed-off resistors were checked for damage. Consequently, all the damaged bleed-off resistors and suppression resistors that were found in the control systems constituted the accumulated total of all damaged bleed-off and suppression resistors during the service life of the facility.

Fig. 4. A damaged (note discoloration) bleed-off resistor.
With respect to the transient suppression resistors, several were found which had failed due to wire leads that had broken or separated such that the circuit was open. Being open totally negates the function of the transient suppression resistor.
Operation of the turbine generator is not prevented by the failure of its transient suppression resistors: There’s no flag, panel indicator light or SCADA signal to indicate failed transient suppression resistors or failed bleed-off resistors. These components can fail while the turbine generator operates apparently normally.
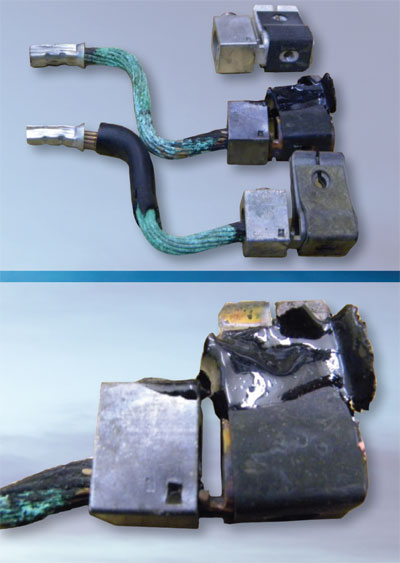
Fig. 5. Severe heat damage on the fuse-block center clips.
All circuit elements intended by design to protect the generators from high-amplitude transients produced when switching between capacitor banks, for various individual and combined reasons, appeared to be crippled (Figs. 4 and 5 reflect typical damages):
- Some had open-circuited bleed-off resistors.
- Some had open-circuited transient suppression resistors.
- Some had open-circuited contacts in the suppression resistor circuit.
- Some had open-circuited fuses, heat-damaged fuse blocks, heat-damaged wiring and heat-damaged clips.
To test the correlation between the findings and the generator failures, the Pierson “R” correlation factors in Table III were calculated.
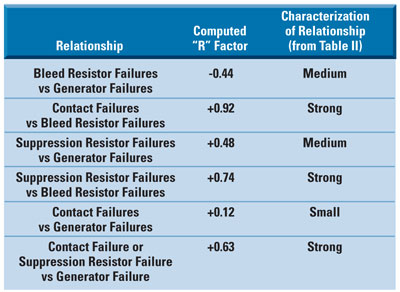
Table III. ‘R’ Factors for Sampled Turbine Units
The “strong” connection between contact failures and bleed-off resistor failures and a similarly “strong” connection between suppression-resistor failures and bleed-off resistor failures shown in Table III indicated there was a well-connected interplay among these components.
The “strong” connection between generator failure and the failure of either a contact or a suppression resistor was notable. Further, if it is assumed that the one generator with a damaged suppression resistor that had not failed was simply a generator that had yet to fail, the correlation would be R = +1.00 instead of +0.92.
Subsequently, a high-potentiometer test was done on the un-failed generator unit. The hi-pot test indicated that the dielectric properties in the generator had significantly degraded and the unit would shortly fail. The assumption that the generator had simply not yet failed was affirmed. In short, the correlation was R = +1.00.
Explanation
The 21 generators had failed when either the suppression resistors were open-circuited or the contacts were open-circuited. Thus, high-voltage transients created by switching among the capacitor banks were not controlled and damaged the generators.
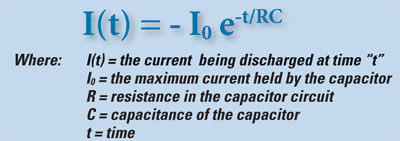
The general equation that governs the current discharge of a capacitor across a resistor is given by the equation above.The factor “RC” is the time constant of the circuit and is a measure of how long it takes to discharge the capacitor. If “R” is infinite because the resistor in the circuit is open, the term “e-t/RC” degenerates to the value “1” and the capacitor basically discharges as instantaneously as physically possible. This, of course, negates the design purpose of the resistor to slow down the discharge and smooth out harmful transients.
Similarly, a reduction of capacitance in the circuit, assuming “R” is unaffected, decreases the time constant of the circuit and the charge is not dissipated within the design requirements.
Depending on the particular com-bination of damage to the bleed-off resistors, transient suppression resistors, contacts and capacitor bank in each unit, electrical transients of various amplitudes can be generated and transmitted directly to the generator. If the transient is sufficiently high and is sent enough times, a pinhole can be created in the winding dielectric, causing a short circuit. Once a short circuit forms, the generator’s performance degrades until general failure occurs. In shorting to the grounded casing, the generator rotor develops a thrust that damages the bearings as observed. Unfortunately, because damage to their circuit components didn’t prevent the turbines from running, no operating effect was noti-ceable until failure occurred.
Follow-up
Based on these findings, a maintenance intervention program to regularly inspect and replace transient suppression components was initiated. Unexpected failures stopped, and the cross-disciplinary investigation team was disbanded. What started with questions about the generators’ lubricants and bearings ended with sound conclusions regarding the actual problem: the units’ circuit components. MT
Randy Noon is a Root Cause Team Leader at Nebraska’s Cooper Nuclear Station. A noted author and frequent contributor to MT, he’s been investigating failures for more three decades. Email: rknoon@nppd.com.
POPULAR CATEGORIES
FEATURED VIDEO
-
Featured Video

 VIDEO: Pros And Cons Of Condition Monitoring Services
VIDEO: Pros And Cons Of Condition Monitoring ServicesBrent Nelson is the Director of Product Development for Industrial Services for Donaldson, Bloomington, MN (donaldson.com), a global manufacturer of filtration products and solutions, is our guest for this […]






View Comments