Five Myths Hinder Smart Factory Projects
EP Editorial Staff | April 9, 2020

Avoid the erroneous thinking that holds up digital-transformation initiatives.
By Greg Pincar, Fujitsu
A factory that is truly connected is an ecosystem of integrated applications and processes that have the ability to self-optimize performance, self-adapt to and learn from new conditions in real or near-real time, and autonomously run entire production processes. While this type of ecosystem is a reality, given the technological evolution we are witnessing today, some manufacturers have preconceived notions that inhibit them from moving forward with connected factory projects.
The reality is that the vast majority of manufacturers is somewhere on the continuum between planning their connected factory journey and the advanced stages of being truly connected. Wherever you may be on your journey, here are five myths that are associated with becoming a connected factory.
Myth 1: The connected factory is too expensive.
This is false. There is no question that building a connected factory requires capital. With a proper vision and roadmap in place, manufacturers can break spending into “financially digestible” pieces. When creating the roadmap, manufacturers need to prioritize their business requirements and explore solutions that provide the best benefits without being overly expensive.
As an example, the leading practice is for manufacturers to link the processes and data that will best benefit the business. Recently, a manufacturer of network communication racks needed a better way to ensure that the correct components were installed in the racks. Part of the problem was that the factory floor relied on paperwork and customers would change the configuration.
The manufacturer took the time to review the process and data flow, beginning with receipts of sale orders and moving through the process to assembly on the factory floor. In creating a solution, the manufacturer automated the configuration process and then incorporated an augmented-reality (AR) solution for assembly. The configuration was automatically communicated to the factory floor so that last-minute changes were captured. The AR solution reduced assembly time by 42% and eliminated assembly errors. Additionally, components are automatically back-flushed from inventory and the inventory is updated.
Myth 2: Building a business case and creating an ROI is difficult.
Building a business case and ROI is not difficult, but it does require preparation. The key is to have a clear vision in mind. That vision will become apparent as a roadmap is built out and initiatives defined.
Take the time to outline and review those initiatives. This will help you develop the justification for each one individually. It is normal for some initiatives to not have a tangible value associated with them.
Another recommendation is to separate initiatives that are associated with regulatory compliance and environmental health and safety. Reduction in environmental emissions, BOD and COD load, pH, TRIR, and wastewater treatment volume can have tangible, quantifiable benefits.
Building the roadmap and soliciting input and commitment from your executive-management team is critical. With one manufacturer, for example, the executive steering team identified four areas that helped boost the business case for a connected factory. These were:
• reduction in direct and indirect labor hours
• improved quality
• improved new-product development cycle (reduction in R&D hours)
• improved operator ease of use on the factory floor.
The areas identified were built into a roadmap of initiatives with waves of implementation to support the case for creating a connected factory.
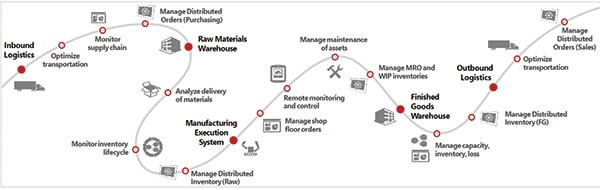
The graphic depicts examples of activities to keep in mind when designing a connected factory.
Myth 3: All IT/OT projects are technology driven.
While technology is a connected-factory enabler, most manufacturing projects are driven by the business. That means there must be a steady drumbeat of collaborative communication between IT, OT, and business teams to facilitate the entire process and allow creativity and ownership among manufacturing projects. What is important is that a cross-functional team from business, IT and OT work in collaboration to arrive at the optimal technology solution.
Myth 4: All partners are created equal.
All partners are not created equal. Many manufacturers work with partners to help establish their connected-factory framework and better understand how to best meet their goals and objectives. This can vary from full-scale implementation of a technology solution to consulting and providing resources.
While there is a distinct benefit for a manufacturer to have a single partner, there is also the reality that one single partner may not be able to do everything. There are multitudes of partners available, including Tier 1, Tier 2, Tier 3, and many boutique options. It is important to align your organization’s competencies and solicit partners that can assist you where the need is greatest.
Choose partners for their strength and expertise in the area on which you are focusing. Research your partners based on what you are looking to implement and the results you want to achieve.
Myth 5: Connected-factory projects are too complex and do not achieve the desired results.
Complexity tends to arise when project scopes, visions, and success metrics are not clearly defined. For a connected-factory project to be successful, manufacturers need to have a clear definition of their objectives and how they will measure success and benefit.
For example, connecting machines using edge devices and creating operational dashboards is a typical connected-factory project. Once the machines are connected and receiving real-time data, how will you analyze the data, use it to achieve tangible results, and possibly look at further uses of the data and integration? Additionally, can the edge device be used to automatically send alerts and alarms to maintenance personnel and/or can the operator generate a work order directly from their station?
Creating a connected factory is no mean feat. In challenging economic times, it can be tempting to put off the costs of new technologies and avoid the complication of introducing new solutions. However, developing smart factories can enormously increase a manufacturer’s competitiveness, from more intelligent and efficient production to meeting the rising expectations of customers. EP
Greg Pincar is a Senior Director in the Digital Manufacturing practice at Fujitsu America Inc., Sunnyvale, CA (fujitsu.com). Working with multiple clients, including Fortune Global 100 companies, Pincar has been a plant manager and designed, re-engineered, and managed multiple sites.
POPULAR CATEGORIES
FEATURED VIDEO
-
Featured Video

 VIDEO: Pros And Cons Of Condition Monitoring Services
VIDEO: Pros And Cons Of Condition Monitoring ServicesBrent Nelson is the Director of Product Development for Industrial Services for Donaldson, Bloomington, MN (donaldson.com), a global manufacturer of filtration products and solutions, is our guest for this […]








View Comments