



Chiller Energy Efficiency Cuts Energy Costs
Kathy | May 1, 2005
When Saint Francis Hospital was founded in northeastern Oklahoma in 1960, it was a 275-bed facility. It has grown into a facility licensed for 918 beds. Saint Francis’ traditions of excellent patient care, continuing education, and clinical research have made it stand apart. These traditions of excellence and leadership also hold true for the Saint Francis facility maintenance department.
The chiller plant at the hospital consists of three older 1920 ton Carrier and three newer 2000 ton York centrifugal chillers, totaling 11,760 tons of cooling capacity, along with a five-cell, 10,000 ton Marley cooling tower system with variable speed fans. The facility uses a total of 1300 tons of free cooling capacity through plate exchangers during the winter. The plant runs four 6000 gpm variable speed chill water pumps to create a secondary loop to the hospital, which increases overall efficiency by maximizing flow without bringing additional chillers online.
Commitment to excellence
Operators endure a three-year apprentice program, proceeding from limited experience to licensed operators of a chiller/boiler plant (a requirement of the City of Tulsa) to a first class unlimited licensed operator. This process provides additional training coordinated by hundreds of years combined experience in the maintenance department.
To ensure the facility maintains high performance, it uses automation where economically feasible. This includes direct digital controls (DDC) in the chiller plant along with state-of-the-art automated equipment to help manage the water treatment program. The chillers are sequenced to ensure the cooling load is met with the least amount of equipment in operation. Equipment operates near full capacity when possible, but averages 60-80 percent load, rarely falling below 50 percent. To help further reduce the kW/ton for each chiller, the entering condenser water temperature (ECWT) is dropped to its lowest possible temperature based on wet bulb and design conditions.
Accurate analysis needed
Committing to best practices and the need to save time analyzing log sheet data, the maintenance department was interested in an easy-to-use, cost-effective tool that would evaluate log data, trend and verify chiller performance levels, and provide cost analysis. In late fall 2003, Saint Francis contracted to beta test an Internet-based chiller energy efficiency tool developed by Efficiency Technologies, Inc. (EffTec), Tulsa, OK, called EffHVAC. The operators input their daily chiller logs into the tool, which calculated the chillers’ performance and compared kW/ton to full load design conditions to determine efficiencies, tonnage, and costs. It was immediately apparent that it was difficult to determine actual chiller performance by comparing to full load design. The results were an exaggerated efficiency and inaccurate cost analysis.
Realizing the impact that ECWT and part load values have on chiller efficiency, the company developed a proprietary calculated part load value (CPLV) that increased the predictability of the kW/ton for a chiller under all conditions. CPLV kW/ton is compared to the actual kW/ton produced by the chiller, resulting in accurate efficiency measurements and cost analysis.
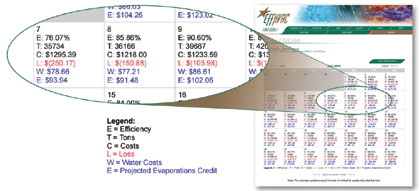
Along with this improvement, advances in charting and data collection make it possible to view and verify the slightest changes in operations that affect efficiency. Other improvements to the program include chiller alarms, comprehensive troubleshooting guidelines, and water usage calculations. The troubleshooting guidelines help identify problems such as defective temperature sensor and pressure gauge. The water usage calculations determine the facility’s projected evaporation credits and cycles of concentration in the tower system, further improving overall plant cost analysis.
Baseline data
Taking past chiller logs and entering the data into the energy efficiency tool establishes a starting point for current analysis. Any improvements or operational changes, past or present, are immediately reflected for review. Log sheet data was input for 2003 and the reports were compared to the reports for 2004. This increased awareness and improved general operations such as ECWT adjustments, gauge and sensor calibrations, scheduled maintenance, monitoring weather conditions, and adding/shedding chillers. Two other significant operational changes that improved efficiency were flow adjustments and changing the chiller configuration.
Identify electrical/mechanical problem
The reports have helped identify an electrical problem in Chiller #5 that may have gone undetected indefinitely. The chiller was sporadically unloading and having difficulty loading. By examining the reports (Fig. 1) it was obvious that the condition was having an effect on the kW/ton and daily operation of the chiller. This chiller had been taken off line several times after this condition was diagnosed. Replacing an automatic refrigerant level controller corrected the problem.
Biocide sterilization, cleaning
Microbiological organisms can have a tremendous effect on heat transfer. It is not uncommon for their impact to cause a 10-15 percent reduction in efficiency, and even more in extreme cases. On July 20, 2004, the plant operators performed a routine scheduled tower/condenser sterilization which included hyperchlorination and biodispersants to strip away all biofilms in the tower/condenser system. The overall efficiency improvement is noticeable on the monthly calendar report and is a 2-3 percent improvement in efficiency system-wide (Fig. 2).
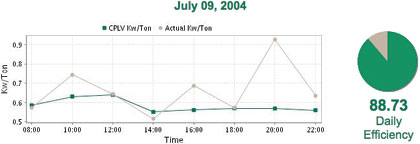
Monitoring weather conditions
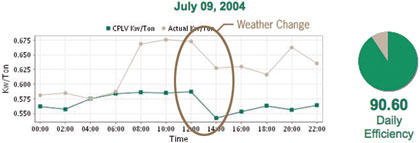
The effects of dramatic weather change can immediately be seen in the reports (circled in gold Fig. 6). On July 9, a storm blew in an unusual cold front between 12:00 and 14:00 (military time), dropping the temperature 17 F. This dropped the kW/ton in Chiller #1 6.8 percent and dropped the ECWT 7 F. The kW/ton in Chiller #6 dropped 6.3 percent, and the ECWT dropped 6.9 F.
Adding, shedding chillers
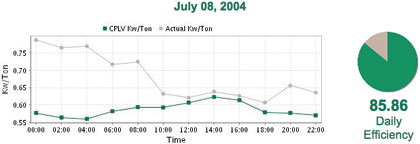
To determine when a chiller should be added or shed, if the efficiency is improved when a chiller is added, the chiller should have been added sooner. If the efficiency falls, the chiller was added too soon. This is authenticated by analysis of the reports. In Fig. 3, the circle represents the impact on Chiller #1 by the addition of Chiller #5 at 09:30 and shed at 15:00. The introduction of Chiller #5 dropped the efficiency of Chiller #1 from 76 percent to 52 percent at 10:00; it returned to 79 percent efficiency at 12:00. The impact is temporary and the system should adjust after a short period of time provided the system load increases. The shedding of Chiller #5 was appropriate indicated by the minimal impact on the kW/ton of Chiller #1.
Flow adjustments
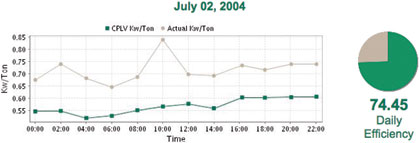
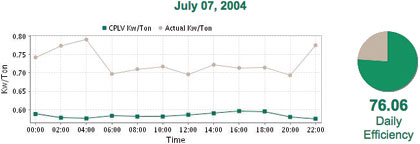
It became apparent from analyzing the reports that the chiller system flow had become out of balance due to seasonal adjustments (additional chillers were brought on line in April). Fig. 4 shows the efficiency of Chiller #1 prior to any adjustments in the flow rates. On July 8 between 08:00 and 10:00, flow valves for the chiller were adjusted and measured by a DP gauge to achieve design flow rates.
The results were immediately apparent in increased efficiency (Figs. 5and 6) and lower costs (Fig. 7). The increase in efficiency for the chiller was approximately 17 percent, cost avoiding approximately $144/day in energy. The awareness gained from this experience makes it possible to anticipate and adjust to the effect seasonal changes have on flow rates.
Load profiles
In 2003, the #5 Cooling Tower was down for repairs, limiting the use of Chiller #6. In 2004, the repairs were completed, allowing the full use of Chiller #6 (Fig. 8). This increased the flexibility of the plant and reduced the demand on the older, less efficient chillers. The plant load also increased approximately 23.7 percent to 23,074,439 tons through October, which included the addition of a new complex. Using the more efficient chillers and decreasing the use of the less efficient chillers helped lower the overall plant electrical costs while meeting the increased cooling demand.
Chiller-specific improvements
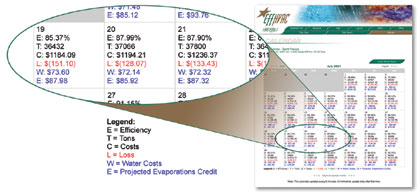
Table 1 shows a comparison of the improvements made on the individual chillers from January through October 2003 and January through October 2004. The total chiller specific cost avoidance through October 2004 is $67,110.
Total plant improvement
These overall plant improvements have resulted in substantially lower energy costs. From January to October 2003, the plant produced 18,650,119 tons of cooling at a cost of $667,880 ($0.0358/ton). From January to October 2004, the plant produced 23,074,439 tons of cooling at a cost of $726,066 ($0.0314/ton)—a $100,373 cost avoidance in energy usage. Subtracting from this the cost avoidance from chiller-specific improvements of $67,110 shows $33,263 from modifying the chiller configurations.
For a not-for-profit hospital that operates on a 2 percent profit margin, $100,373 in cost avoidance is equivalent to bringing in $5,018,650 in new business. The total energy cost avoidance through 2004 is conservatively expected to be more than $120,000. The continual improvement through 2005 is expected to yield even greater results.
The investment in the on-line tool was $3000 in 2004, which was recouped in approximately 9 days of energy cost avoidance. This tool has allowed management to accurately evaluate chiller performance and enabled plant operators to refine the best practices for their plant.
Future improvements
Based on the operational achievements, plans to increase efficiency and reduce energy costs are being developed. Knowing the relationship between flow and efficiency will allow the operators to monitor chiller performance and make immediate adjustments to ensure optimal efficiency. Chillers will be added and shed with greater predictability, minimizing unnecessary energy consumption. Load profiles associated with real-time energy pricing are being studied to determine potential cost avoidance and impact on plant operations.
Information supplied by Don Clark, Efficiency Technologies, Inc., 3105 East Skelly Dr., Ste. 420, Tulsa, OK 74105; telephone (866) 333-8321
|
|
|
|
|
|
|
|
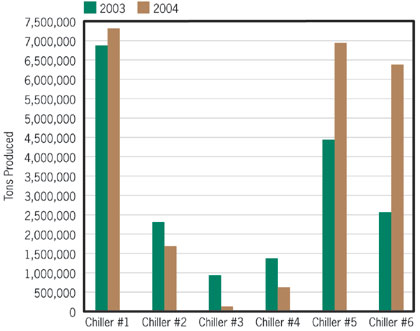
Table 1. Chiller-Specific Improvements |
||||||
|
|
Chiller #1 |
Chiller #2 |
Chiller #3 |
Chiller #4 |
Chiller #5 |
Chiller #6 |
|
2003 kW/ton |
0.664 |
0.98 |
0.752 |
0.798 |
0.649 |
0.667 |
|
– 2004 kW/ton |
0.599 |
0.794 |
0.753 |
0.804 |
0.605 |
0.627 |
|
= kW/ton variance |
0.065 |
0.186 |
-0.001 |
-0.006 |
0.044 |
0.04 |
|
x Total tonnage |
7,332,297 |
1,665,375 |
112,744 |
655,459 |
6,923,689 |
3,385,875 |
|
= Total kW used |
476,599 |
309,574 |
-113 |
-3933 |
304,642 |
255,435 |
|
x Cost per kW |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
|
= $ cost avoided/lost |
$23,830 |
$15,479 |
$6 |
$197 |
$15,232 |
$12,772 |
The Importance of CPLV
Why determine efficiency and cost using calculated part load value (CPLV) kW/ton vs full load design kW/ton? Because a chiller rarely operates at full load design conditions and entering condenser water temperatures (ECWTs) vary throughout the year. Either can greatly affect overall kW/ton.
The Air Conditioning and Refrigeration Institute (ARI, www.ari.org) has developed the measuring standard 550/590-1998 for integrated part load value (IPLV) and nonstandard part load value (NPLV). Its purpose is to reflect the chiller’s actual operating experience in the field. Depending on chiller types and compressor style, the IPLV/NPLV kW/ton can vary 10-40 percent below full load design under actual operating conditions. This ARI standard is used as a starting point for CPLV.
With this tool, CPLV analyzes full load design, actual part load, and actual ECWT to effectively calculate the outcome of what the actual kW/ton should be. The CPLV kW/ton is then compared to the actual kW/ton to determine efficiency and cost. This is more accurate than comparing strictly to full load design.
POPULAR CATEGORIES
FEATURED VIDEO
-
Featured Video

 VIDEO: Pros And Cons Of Condition Monitoring Services
VIDEO: Pros And Cons Of Condition Monitoring ServicesBrent Nelson is the Director of Product Development for Industrial Services for Donaldson, Bloomington, MN (donaldson.com), a global manufacturer of filtration products and solutions, is our guest for this […]
View Comments