Monitoring System Cuts Fire Potential
EP Editorial Staff | March 1, 2021

Online continuous-monitoring system helps prevent critical-pump failures and reduces maintenance costs.
A major North American refinery had an issue with their critical balance-of-plant pumps. When the bearings failed, it was not just a matter of exchanging pumps because a damaged bearing could cause a seal leak, which could lead to a fire. The plant owner decided that advanced warning of bearing failure was necessary. The plant’s portable monitoring instruments provided early warning for normal bearing degradation but not fast-developing faults. As a result of two studies, the Setpoint online vibration-monitoring system from BK Vibro America Inc., Gardnerville, NV (bkvibro.com), was selected as a replacement.
Failure-prone pumps
The refinery’s solvent booster pumps move extraction solvent, under high pressure, to the mixer/asphaltene separator in the SDA unit. There are three API 610 BB2 pumps, two of which must be operating at all times. There is no spare.
The pumps had a history of bearing and seal failures. If the seals leak, a volatile hydrocarbon stream escapes and can ignite as it flashes across the hot bearing or seal face surface. This occurred several times. As a result, advanced rolling-element, bearing-monitoring capability was needed to detect developing bearing faults with sufficient lead time to failure so maintenance could be planned.
Originally, pump monitoring was carried out weekly with a handheld vibration instrument. This was sufficient, since the advanced bearing-monitoring functionality of the instrument provided a six-month lead-time from fault detection to failure. The solution was initially adequate until pump-bearing failures started occurring between measurement intervals.
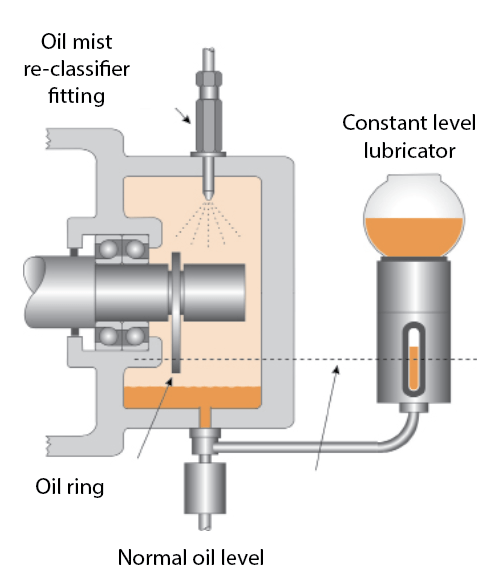
Study 1: Lack of lubrication is caused by over-pressure delivery of purge-oil mist. The resulting oil level is below the oil ring, though the sight glass incorrectly indicates a sufficient level.
Study 1
After several bearing failures in the solvent booster pumps, it was determined that this condition was caused by loss of lubrication. This was not detected by the portable vibration-monitoring instrument. Lubrication starvation accelerated bearing degradation to only six hours, which was between planned measurement intervals.
Additional investigation revealed that the root cause was the mist-lubrication system. The bearings are lubricated by an oil ring. Oil mist is injected into the bearing housing at a pressure slightly greater than ambient to act as a purge that prevents contaminants from entering the housing. The oil mist was insufficient to lubricate the bearings on its own, so the oil ring had to be in contact with the oil to splash the oil around.
As a result of an installation error, an improper re-classifier fitting was mounted to the bearing housing during a previous service. This allowed abnormally high over-pressured oil mist to push the oil level into the housing below the oil ring, giving a false reading on the constant-level lubrication system eyeglass. As there was no contact between the oil ring and the oil, this resulted in loss of lubrication to the bearing. After determining the root cause of the problem, the correct re-classifier was installed and the loss of lubrication problem ceased.
In addition, the Setpoint online monitoring system was selected to replace the portable monitoring instrument. To achieve the same early bearing fault detection and diagnostic capability of the portable instrument, the online system was modified to use the same advanced non-proprietary bearing-monitoring technique used by the handheld, so the bearing faults could be continuously monitored. This technique was correlated to bearing temperature through relay voting logic in the new system for extra detection reliability. This allowed the online system to quickly trip the pump before damage was incurred or a fire started.

Study 2: When the outer diameter of the shaft was reduced, the reduced height of the bearing shoulder deformed due to thrust loading, allowing the shaft to axially displace. The Setpoint system can be configured for special applications such as axial vibration. alarms.
Study 2
During refurbishment of one of the solvent booster pumps, a damaged shaft was replaced by a newly machined shaft. The replacement shaft was not up to specification; the outer diameter of the shaft bearing shoulder was undersized. After several months of operation, the Setpoint system issued an axial-vibration alarm on the pump. At first it was believed that it was a false alarm. After the pump was disassembled and inspected, it was determined that the shaft shoulder, against which the radial/axial thrust bearing sits, was damaged. The vibration alarm was not the result of loss of lubrication or a defective bearing, but a deformed bearing shoulder on the shaft. If the pump shaft is allowed to move in the axial direction, even for a small displacement, this can stress the bearings and the mechanical seals, leading to a leak. During service, a shaft with the correct dimensions was installed.
Early-Detection Benefits
The solvent booster pumps presented two monitoring challenges that could not be addressed by the portable monitoring systems. The Setpoint online system was easy to configure for the special application and capable of detecting numerous faults, including installation and service faults, not just typical bearing wear. The system increased asset reliability, reduced maintenance and pump lifecycle costs, improved machine uptime, and mitigated fire risk. EP
For more information on the Setpoint system, visit bkvibro.com.
POPULAR CATEGORIES
FEATURED VIDEO
-
Featured Video

 VIDEO: Pros And Cons Of Condition Monitoring Services
VIDEO: Pros And Cons Of Condition Monitoring ServicesBrent Nelson is the Director of Product Development for Industrial Services for Donaldson, Bloomington, MN (donaldson.com), a global manufacturer of filtration products and solutions, is our guest for this […]








View Comments